© Rectification 2000 / 2013
Rectification et Usinages de pièces moteurs.

Honage / Surfaçage de bloc
Honage ou Déglaçage
Rodeuse numérique ROTTLER pour le déglaçage des cylindres et la création des traits croisés sur les parois. Tête à 4 segments diamantés et sous arrosage pour plus de précision.
Rodeuse conventionnelle Cimof destinée particulièrement au déglaçage des blocs de grand format et des chemises de moteurs industriels jusqu'au diamètre 320 mm.

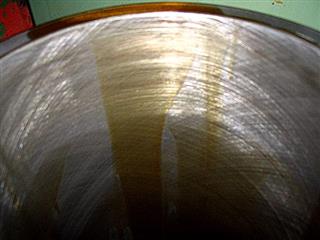





Trait croisé obtenu après honnage puis contrôle dimentionnel et contrôle de la rugosité avec l'édition d'un rapport de contrôle.
Surfaçage de bloc
Le surfaçage d'un bloc moteur nécessite une surfaceuse de grande capacité à pierres ou outil de coupe car il s'agit d'usiner de la fonte dans la grande majorité des cas. L'usinage de l'aluminium s'effectuant toujours avec un outil de coupe.




Le honage ou déglaçage des cylindres est une opération très importante pour le fonctionnement du moteur. C'est elle qui va permettre de donner la rugosité optimale aux parois des cylindres pour permettre une étanchéité efficace des segments. Le honage ou déglaçage intervient après le réalésage des cylindres mais aussi simplement au démontage des pistons / segments pour retirer "l'effet miroir" des cylindres.
Les parois se trouvent polies par l'usure et le frottement des segments. Plus la paroi est lisse moins il y a d'étanchéité et donc une perte de compression et une consommation excessive d'huile. Il faut rétablir la rugosité de la paroi en l'usinant (1 à 2 centièmes) pour recréer le "trait croisé". Le "trait croisé" est une rayure hélicoïdale peu profonde qui va assurer la rugosité nécessaire à l'étanchéité du piston /segments dans le cylindre.
Le surfaçage du plan de joint du bloc moteur permet de retrouver la planéïté originelle du bloc permettant une étanchéïté parfaite, entre le bloc moteur et la culasse, assurée par le joint de culasse. Il est possible qu'un bloc moteur se déforme sous l'effet de la chaleur et d'un mauvais refroidissement. Pour le remplacement des chemises (chemises avec colerette ou non) il est préférable de procéder à un surfaçage afin d'obtenir un plan de joint parfaitement rectiligne.
rectification 2000, usinages, rectification de pièces moteurs, allègements, équilibrages volant, vilebrequin, pose de guides, soupapes, remplacement de sièges à l'azote, surfaçage, épreuve, réalésage, cylindres, bloc, chemisage, déglaçage, honage, rectification de vilebrequin, alvéoles de bielles, fourniture de coussinets, cales latérales, bagues, pistons, segment de feu, segment étanche, racleur, chemises, cylindrées, ensembles, joints moteurs, vis de culasse, kit distribution, culasse échange ou neuve, culasse nue ou montée, culasse complète, turbo Garrett, turbo KKK.