Rectification et Usinages de pièces moteurs.

Agrafage
L'agrafage est une technique de remise en état de pièces métalliques à froid. Elle consiste à percer les deux éléments, par exemple d'un carter cassé, et d'insérer des "agrafes" afin de faire joindre les 2 parties. Cette technique "mécanique" permet de ne pas provoquer de déformation et surtout de "reconstruire" et de garder l'intégrité de l'élément. Nous sous-traitons ces opérations au spécialiste de cette technique depuis plus de 80 ans.
On ne peut, bien sur, pas appliquer cette technique à tous les cas de figure mais dans certains cas elle évite un investissement beaucoup plus élevé pour faire refabriquer une pièce fonctionnelle.



Recharge et soudure laser
La soudure laser est un procédé assez récent. Il permet un contrôle de la dureté du métal déposé et une précision inégalée. Nous sous--traitons ces opérations car cette technologie s'applique principalement à l'aéronautique et à la mécanique de précision. Avec son développement pour le secteur automobile, elle permet de recharger des portées de vilebrequin mais aussi d'intervenir sur les blocs fonte et aluminium pour souder, recharger et même reboucher un trou.
ATTENTION cette opération est conditionnée par la qualité du métal. Il arrive que certain blocs en fonte ou même en aluminium ne puissent pas être réparés par cette technique. Il faut donc faire un essai à chaque fois sur la "pièce client".



Remerciements à ADS Laser pour les photos
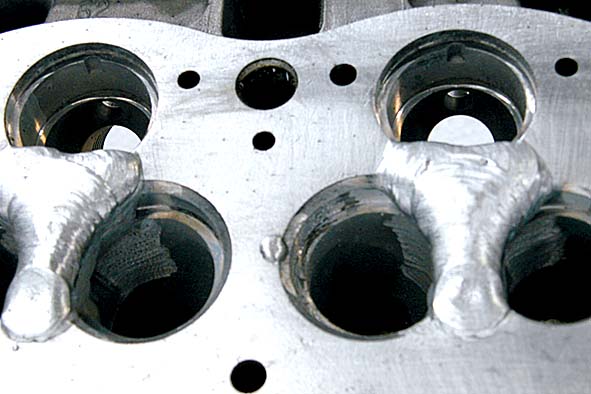
Culasse percée Carter =>
Latéral de vilebrequin
Sauvetage de pièces moteurs
Cette page est consacrée aux différentes opérations "de sauvetage" des pièces moteurs et non d'opérations courantes et reproductibles comme celles décrites dans le reste de ce site. La plupart des opérations de cette page sont réalisées SANS GARANTIE DE RESULTAT.
ATTENTION
SAUVETAGE = EXCEPTIONNEL = COUTEUX !
En effet, malgré notre savoir faire et les machines dont nous disposons, il y a des circonstances où nous ne pouvons plus intervenir de façon conventionnelle, lorsque les pièces sont trop abîmées pour permettre un usinage "correct" ou quand nous devons les déclarer "H.S." après les avoir contrôlées.
A cause d'une fissure, d'une cassure, d'une cote réparation dépassée ou de la dégradation dûe à leur âge, à l'usure ou à la corrosion, les principales pièces constitutives d'un moteur peuvent nous obliger à renoncer à leur remise en état.
Cependant, la finalité de nos interventions est de permettre à nos clients de profiter de leurs véhicules. Il faut donc qu'ils puissent rouler et donc que le moteur fonctionne. Mais où trouver la pièce de remplacement ?
Dans 99% des cas il y a encore une solution : les professionnels de la pièce de voitures anciennes, Internet, la presse spécialisée, le bouche à oreilles, les salons, les petites annonces etc... Oui mais pour les 1% sans solution, que faire ? Annoncer au client qu'il doit renoncer à son véhicule, que la fabrication au modèle de la pièce H.S. va lui coûter le prix de sa voiture si ce n'est plus !
Cette situation n'est pas très confortable pour nous et stressante pour nos clients qui voient leurs rêves s'envoler.
Bref, à force d'annoncer des mauvaises nouvelles, nous avons aussi cherché des solutions !
Dans certains cas, il y a encore une lueur d'espoir. C'est ce que nous allons vous proposer de découvrir dans cette page un peu particulière.
Attention, nous parlons ici, de cas exceptionnels qui ne peuvent pas être systématiquement proposés et/ou réalisés.
C'est une opération de re-métallisation par projection de poudre métallique dans une flamme à environ 3000°. Cette opération peut être effectuée dans notre atelier. Elle peut être mise en oeuvre principalement pour recharger un diamètre (portée de joint spi de vilebrequin) très usé ou endommagé.
ATTENTION cette portée re-métallisée ne doit pas subir de trop fortes contraintes. Elle ne peut pas être proposée pour la refection d'une portée de bielle ou de palier de vilebrequin ou d'arbre à cames etc...
Métallisation

Traitement de porosité sous vide
Les traitements des pièces de véhicules anciens sont très souvent réalisables chez soi. La porosité d'un bloc ou d'une culasse doit être traitée par des professionnels.
La porosité d'une matière métallique peut être "d'origine" mais apparait le plus souvent avec sa transformation suite aux différentes phases thermiques imposées, par exemple, au bloc d'un moteur ou d'une culasse.
Cela peut aussi être dû à une mauvaise qualité de la matière, à sa transformation chimique dûe au temps ou à un élément extérieur (produit de refroidissement, carburant, huile, eau) etc...
Après avoir contrôlé la pièce en épreuve et avoir constaté sa porosité, nous sous-traitons cette opération qui consiste à injecter, sous vide, une résine afin de rendre la pièce parfaitement étanche pour pouvoir, de nouveau, la solliciter dans un véhicule sans craindre une fuite et donc un risque de détérioration du moteur.
Traitements et résines
Le dépot de résine s'effectue souvent à l'extérieur d'une pièce, contrairement au traitement de porosité. Cette expression regroupe, en fait, plusieurs opérations différentes. Elles sont pratiquement toutes réalisables par un particulier.
La plus simple est la pose, soi même, d'une résine bi-composants, type Loctite époxy, afin de consolider une pièce, de reformer un élément endomagé ou de boucher un petit trou.
Il existe aussi des produits "spécialisés" comme par exemple pour colmater des fuites dans le circuit de refroidissement d'un véhicule ou pour étanchéifier un réservoir.
Enfin il existe des produits spéciaux pour traitrer l'intérieur d'un carter moteur ou de boîte et des peintures avec un composant pour renforcer la dureté, la résitance à la chaleur ou à la corrosion.
Tous ces produits participent à la remise en état et/ou au sauvetage des différentes pièces moteurs.
Soudure de bloc fonte
La soudure ou brasure sur un bloc fonte est très délicate à effectuer car il faut faire monter en température l'ensemble du bloc, puis réaliser la soudure et enfin faire redescendre la température régulièrement et lentement sous peine d'avoir des déformations voir des ruptures de la matière. Elle n'est proposée que lorsqu'il n'y a pas d'autre solution envisageable.
Soudure Electrique
Rectification 2000 peut souder l'acier et l'aluminium. Nous nous servons de cet outil pour nos propres besoins mais aussi pour réaliser de petites opérations pour nos clients.
La soudure de trous d'eau évasés sur le plan de joint d'une culasse, la recharge d'une petite partie détériorée toujours sur les culasses, dans certains cas la soudure de carter alu (mais il faut savoir qu'une soudure n'est pas étanche) et divers petits dépannages.
On ne peut donc pas considérer cette activité comme une méthode "de sauvetage" à proprement parler.

La recharge en chrome dur est appliquée aux portées de vilebrequin et, plus généralement, aux portées qui subissent de fortes contraintes.
C'est par dépôt électrolytique qu'est réalisée cette opération.
Nous l'utilisons pour des portées de vieux vilebrequins déclarés "Hors cote" afin de retrouver une cote où il sera possible de rectifier et de monter des coussinets en cote réparation. Cette opération est réalisable après un contrôle poussé de la pièce (flèche et radio au minimum).
ATTENTION : il n'est pas possible de déposer n'importe quelle épaisseur (maximum de 5/10e). De plus cette opération demande une rectification préalable au dépôt et une rectification après le dépôt. Elle ne permet donc pas de retrouver la cote d'origine des portées.
Recharge Chrome dur
La refabrication de pièces au modèle intervient lorsqu'on ne peut plus trouver de pièces sur le marché, y compris en occasion et qu'il n'est pas possible de résoudre le problème par une solution décrite, plus haut, dans cette page.
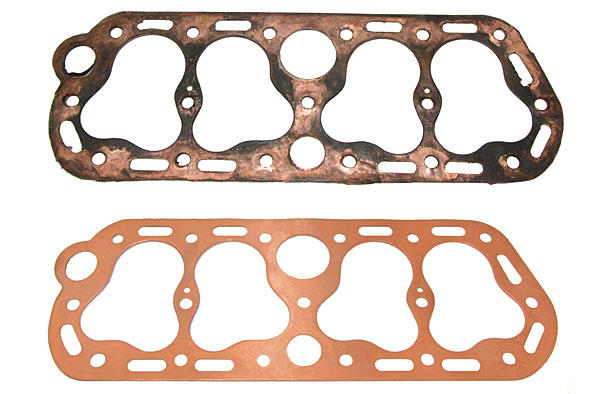
Le plus courant est la "cote introuvable" des pistons pour réaléser un bloc ou le chemiser. Rectification 2000 peut, sous certaines réserves, refabriquer ou faire refabriquer des pièces moteurs qui ne sont plus disponibles sur le marché. Cela va des bagues bronze aux coussinets, aux guides de soupapes, aux soupapes, aux chemises sèches, aux pistons (excepté les 2T), aux axes de pistons, aux joints de culasses et de collecteurs en cuivre ou en Reinz et bien sûr aux segments avec notre département "Ondulex-Doublex". Il est possible de tout faire refabriquer y compris un bloc moteur, une culasse ou un vilebrequin.
Il faut simplement se rendre compte que la fabrication d'une telle pièce à l'unité revient pratiquement au même prix que si on en voulait 50 ou 100 ! Cette solution ultime ne peut donc s'appliquer qu'à des véhicules dont la valeur peut justifier l' investissement.
Pièces "au modèle"


Cette opération est principalement réservée aux vilebrequins anciens. Pour le passage en coussinets minces d'un moteur régulé d'origine, il est impératif de traiter le vilebrequin pour lui donner une dureté plus importante. Nous recommendons aussi le traitement pour des vilebrequins "modernes" lorsqu'ils ont été rectifiés. Cela se fait par Nitruration en phase liquide ou gazeuse ou ionique. La finalité est d'obtenir une couche superficielle d'une plus grande dureté afin de réduire l'usure et d'augmenter les propriétés de glissement. Ces caractéristiques sont donc parfaitement adaptées aux vilebrequins.
Cela ne permet pas de "sauver" un vilebrequin car nous ne faisons ce traitement que pour un vilebrequin donc les cotes de remise en état sont conformes aux prescriptions du constructeur, mais cela permet d'aumenter la longévité de la pièce et sa résitance aux frottements.
Traitement de dureté par Nitruration
Le cas particulier des culasses aluminium
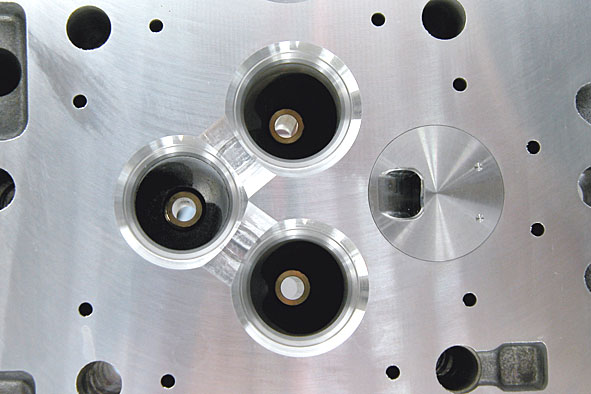
Pour les culasses en aluminium, il est possible, toujours sous certaines réserves, de les faire refaire par l'un de nos sous-traitants qui possède le savoir faire et la technique pour remettre en état une culasse fendue et qui a été déclarée H.S.
ATTENTION, il s'agit toujours d'opérations "spéciales". Nous ne pouvons confirmer la faisabilité de la remise en état qu'après avoir vu et contrôlé la culasse. Très souvent, nous devons envoyer la pièce chez notre sous-traitant pour vous assurer du sauvetage de votre culasse. Cette entreprise est spécialisée dans ce type d'opération mais, comme toujours, il y a des cas où il n'est plus possible d'intervenir, la pièce étant trop détériorée ou demandant beaucoup trop d'heures de travail pour justifer sa remise en état à un coût raisonnable.
Cette opération de la "dernière chance", lorsqu'elle est acceptée et réalisée vous permettra de retrouver une culasse "comme neuve".
Sauvetage......vous avez dit "miracle" !
Pour terminer cette page "en beauté", voici encore des opérations que nous pouvons (essayons de) réaliser. Il s'agit très souvent du sauvetage d'une culasse par l'extraction soit d'une bougie soit d'un injecteur bloqué voir cassé. J'allais oublier les goujons !
La première chose à retenir est de faire participer "le temps" à la réussite de l'entreprise. Il faut s'armer de patience et surtout ne pas mettre en oeuvre des solutions dangereuses sur place.
Nous recevons très souvent des pièces H.S. non pas à cause de l'élément cassé et bloqué mais à cause de l'intervenant qui s'est ennervé et a essayer d'obtenir un résultat rapidement en utilisant la manière forte.....mauvais choix !
Ces opérations sont longues car il faut user de ruse pour y arriver : laisser agir des dégripants pendant 24 heures, chauffer un élément et/ou en refroidir un autre, utiliser des outils adaptés (extracteurs pneumatiques), faire preuve de réflexion et d'analyse et SURTOUT faire preuve de patience. Il n'est pas rare de réussir l'extraction d'un goujon en 48 heures "seulement".
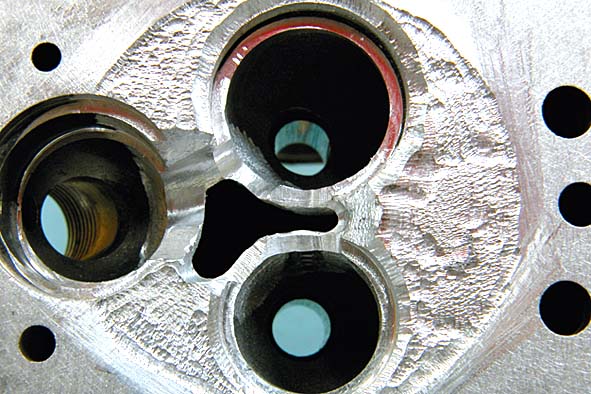
En respectant ces procédures, on arrive, 9 fois sur 10, à un bon résultat. Pour les bougies de préchauffage ou les injecteurs, notre principal soucis est l'intervention préalable du mécanicien ayant "tout essayé" ou presque. Cela se solde, malheureusement, très souvent par la destruction de la pièce (culasse percée).
Lorsque vous constatez qu'un goujon, une bougie ou un injecteur est bloqué ou cassé dans son logement, votre culasse toujours sur le moteur, n'essayez pas de résoudre le problème sur votre véhicule. Il faut démonter votre culasse et la porter chez un rectifieur comme Rectification 2000. Nous interviendrons en utilisant le matériel adapté et, par exemple, on pourra brider votre pièce sur une machine pour réaliser un perçage dans l'axe sans risque pour la culasse... ce qui n'est pas le cas à main levée.
Bien sûr, cette intervention a un coût non négligeable, car nous facturons au "temps passé" mais, généralement, le prix à payer est bien inférieur au prix d'une culasse échange voir neuve !
ATTENTION
Il nous arrive de refuser d'intervenir si nous sommes convaincus de ne pas pouvoir résoudre votre problème ou si le travail, réalisé préalablement au dépot de votre pièce à notre atelier, peut mettre en cause la qualité de notre intervention.
La société Rectification 2000 est spécialisée dans la rectification et l'usinage de pièces moteurs pour véhicules anciens et modernes. Automobiles, motos, camions, engins de Travaux Publics, bateaux, cogénération, groupes électrogènes. Nous assurons la rectification de vilebrequin - réalésage de cylindres, chemisage de bloc, alésage en ligne, épreuve - surfaçage - remplacement de guides - remplacement de sièges à l'azote - rectification de sièges de soupapes sur les culasses, équilibrage de vilebrequin, régule, coussinets minces, soudure alu, recharge laser, traitement etc...
© Rectification 2000 / 2020